


【成果简介】
近日,德国明斯特大学的Tobias Placke教授和Martin Winter教授(通讯作者)在Nature energy上发表综述文章”Performance and cost of materials for lithium-based rechargeable automotive batteries“。文章回顾了锂离子电池材料在电动汽车上的进展和挑战,特别是在成本和性能参数方面;讨论了正负极材料的生产过程,重点介绍了材料的丰度和成本以及不同电解液对电动汽车的优点和挑战;最后,严格评估了有前景化学电池的能源密度和成本,以及实现电动汽车推进目标的可能性。
【引言】
1900年到1912年这几年是电动汽车历史上的黄金时代,到1912年,电动汽车在美国的使用量达到了3万人,这些电动汽车的动力主要是一种铅-酸电池(LAB),单个电池电压大约为2V。由于LABs中较差的质量利用率和充电-放电机制,其实际容量含量仅为40 Wh/kg和90 Wh/l,库仑效率和能源效率也仅为80%和70%,所以这种电动汽车被内燃机汽车所取代。随着科技的进步,环保意识的提高,减少汽车排放量必不可少,电动汽车将会进入另一个黄金时代:2016年,在美国有16万混合动力电动汽车(PHEVs)的销售量。
镍氢(NiMH)电池是混合动力电动汽车(HEVs)的首要选择,NiMH电池的标称电池电压为1.2V,可以提供的容量达到80 Wh/kg和250 Wh/l,不过,其库仑效率(70%)和能源效率(65%)比LABs的还要低。如今,PHEVs和电动汽车(BEVs)只使用锂离子电池(LIBs),其提供的容量最高可达260 Wh/kg和700 Wh/l,以及更高的库伦比(99%)和能源效率(高达95%)。为了实现大众市场的渗透,美国能源部和先进电池协会估计至少需要500公里的里程,这相当于电池组的电池容量需要达到235 Wh/kg和500 Wh/l,电池单元的电池容量需要达到350 Wh/kg和750 Wh/l,此外,电池组的成本必须要低于125 US$ kWh–1 。
为了满足能源和成本目标,整个电池价值链需要整体的改进(图1a)。除了LIBs,含固体电解质的锂金属电池也被考虑应用在电动汽车上,图1b描述了含两个插层电极的锂离子电池和固态锂金属电池中Li+反应原理图。这篇综述调研了在活性材料、电解质、隔膜和电动汽车电池的化学反应上最近的研究,主要关注性能、生产和成本这三个最重要的方面以及对未来发展的展望。
图1 锂电池的价值链和Li+反应原理图
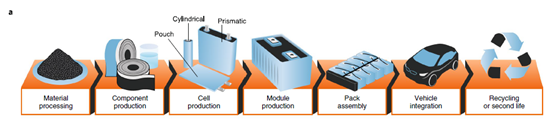
(a)可充电电池的价值链;
(b)锂离子电池(LIB、左)和全固态电池(ASSB)电池(右)的原理图.
【负极材料】
人工石墨(SGs)和天然石墨(NGs)以及无定形碳(硬碳和软碳),是应用较多的碳质负极材料,与NGs相比,SGs的纯度高、波动低,通常用非晶态和石墨化碳的混合物来进行优化,如优化P:E的比值。目前,在一些商业电池中(如松下或日立),在碳电极中加入少量的硅(大部分为SiOx)以进一步提高电池的容量。此外,钛酸锂(LTO)也被用于商业电池(如东芝的SCiB),由于其低的电池电压(这里说的应该是形成的全电池电压低)和高功率能力,LTO-基电池更适合高功率上的应用,特别是在电动巴士中。锂金属被认为是未来最有希望的负极材料,特别是在使用陶瓷或聚合物电解质的全固态电池(ASSBs)中,现在已经用在锂金属聚合物电池上。目前,SGs的市场份额为43%,NGs的市场份额为46%(2016年数据),而无定形碳的所占比例仅为7%,这显然证明了碳基负极材料的主导地位。相比之下,LTO基和硅基的负极材料仅占2%左右。
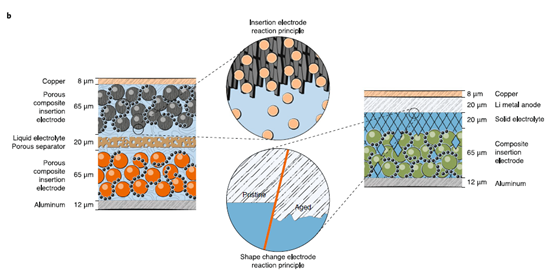
图2 锂离子电池负极材料的生产过程
(a)石墨/软碳的工业合成示意图;
(b)天然石墨的工业合成示意图;
(c)Si–C或SiOx–Si–C的工业合成示意图;
(d)Li金属的工业合成示意图.
从图中可以看出,SG(图2a)的处理包括三个主要步骤。首先,前驱体的处理,焦炭可以被转移到中间材料中,软碳在800至1200°C进行煅烧,通过粉碎进一步处理,再根据颗粒大小(μm)对颗粒进行分类。其次,在高于2500°C温度下进行石墨化,包括冷却阶段所需要的时间可能要数天至数周。最后,通过机械研磨的作用下使颗粒细化来优化颗粒。NG的生产(图2b)通过对开采出来的石墨矿石进行几步骤的分离,特别是浮选,可以达到大约95%的纯度水平,主要杂质为硅酸盐矿物颗粒和化学物质。S,K,Na等化学物质。然后,对石墨薄片进行处理,采用精密铣削技术获得球形颗粒,其次是湿法处理或热处理,用氢氟酸刻蚀或在2000°C以上热处理,杂质的含量可以达到小于500ppm。这类似于SG的处理,最终步骤重点都是进行粒子细化,并且碳涂层工艺是保持良好的性能非常重要的步骤。在2016年,NG的价格约为8 US$ kg–1,而SG的价格更高,约为13 US$ kg–1,这主要与石墨化过程中的成本有关,美国和欧洲的一些国家政府已经把NG归类为一个重要的战略物资。当然,SG的价格预计将大幅下降,预计2025年的时候回低于10 US$ kg–1,这与NG的需求的增长和供应的瓶颈有关。两种硅基负极生产工艺(图2c),Si纳米颗粒通常由等离子体气相合,以SiO或SiO2为前驱体还原得到颗粒,通常在铣削或气相反应中进行,通过和碳质材料的复合制备成所需的材料。锂金属的制备是通过电解经过处理的高纯度无水LiCl事锂盐中制备。最近,金属锂的价格波动导致了锂电池成本问题,如ASSBs。锂金属钢锭价格为50-130 US$ kg–1(锂基原材料Li2CO3的价格是10-25US$ kg–1)以及处锂箔片的成本,一片大约为300-400 US$ kg–1。不过,加工到锂薄箔片会导致成本上升,大约会增长到1000 US$ kg–1,这取决于加工的技术(蒸发,蒸汽沉积、挤压和/或轧制)和锂箔片的厚度。这样的高成本和锂金属负极锂枝晶生长和体积膨胀导致的安全性问题限制了锂金属负极的实际应用。今天,在石墨或碳质电极中逐步添加硅含量势一种趋势,有可能实现从LIBs到ASSBs的技术转变。硅基电极材料的挑战在于解决锂化过程中发生的体积变化和活性锂的损失,现在有很多方法增强硅基复合负极的稳定性,可降低活性锂的损失,技术还在不断的发展中。
【正极材料】
自从LIBs的商业化以来,正极已经成为电池整体容量提高的一个瓶颈。对汽车电池的正极活性材料的关键要求包括:高比容量,高放电电位,高安全性,高能量密度,快速的电池反应动力学和良好的稳定性等。目前技术比较成熟的是具有LiMO2型的层状氧化物正极,包含了过渡金属(M),如镍、钴和锰(NMC)或镍,钴和铝(NCA)被广泛用于汽车电池的正极活性材料。
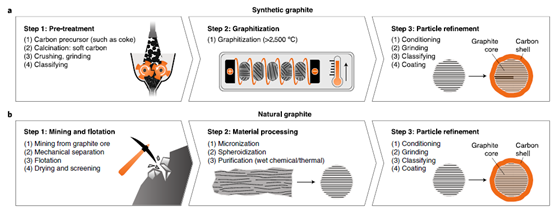
图3 锂离子电池正极材料的生产过程
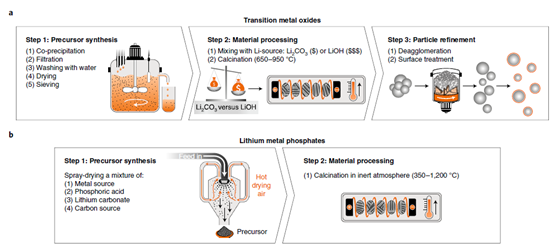
(a)层状氧化物LiMO2、尖晶石氧化物LiM2O4或LMR-NMC LixM1-xO2(M=Ni、Co、Mn、Al和0<x<0.2)的工业合成示意图;
(b)锂过渡金属磷酸盐:LiMPO4(M = Fe, Ni, Co, Mn)的工业合成示意图.
图3说明了过渡金属氧化物和锂过渡金属磷酸盐的合成过程。过渡金属盐(例如,MSO4)和一个碱(NaOH或Na2CO3)以及表面活性剂(NH4OH)的水溶液一起放入一个持续搅拌的罐体反应器(CSTR),其中金属氢氧化物或碳酸盐发生沉淀,在过滤和反复清洗去除杂质后,物料在与锂盐混合之前晒干和筛掉。Li2CO3的价格要便宜得多,富Ni电极,如NMC-811,与LiOH一起煅烧可以获得有利的物理和电化学性能,煅烧温度一般在650-950°C,然后将准备好的正极粉末选择性地进行表面处理,以稳定在电极/电解质界面,从而提高电化学性能。锂金属磷酸盐,如LFP,可通过多种合成途径获得,工业生产通常需要两步:第一步是准备前驱体,第二步是通过在惰性气氛中进行煅烧获得的。目前正极活性材料的成本占去了NMC基的LIBs成本的20%以上,而原材料占正极成本的50%以上。在过去的十年里,钴的价格经历了剧烈的波动,最近又上涨了。正极的过渡金属结构不仅对能量密度、循环寿命和安全有很大影响,而且对电池成本也有很大影响。由于钴的高价格,无Co正极材料如尖晶石Ni0.5Mn1.5O(LNMO),LiFe1-xMnxPO4和无Co的LMR-氧化物由于它们的低成本、环境无害,是潜在的替代电极材料。尽管尖晶石LiMn2O4(LMO)的能量含量很低(见图3b)和它有限的循环寿命(特别是在高温下),但在今天的许多电动汽车电池中,尖晶石LiMn2O4(LMO)仍然被使用,将近三分之一。LMO以低成本具有优异的性能,因此会大量应用在正极材料。在过去的几年里,锂的价格一直在上涨,这主要是由于电池市场需求的快速增长,而电池市场目前消耗了全球约40%的产品。考虑到电池市场的预期进一步增长,目前对锂的回收利用也非常重要,用于提高电动汽车的可持续性。全球镍储量在地理上不那么集中,不足以维持未来的正极材料生产。如今,镍的消耗量大部分用于钢铁生产,而电池材料只有一小部分。尽管它具有很高的经济重要性,但目前还没有镍原材料的供应风险。更多的和电池相关的过渡金属,如铁、铝和锰,这些无毒元素的价格也非常低。
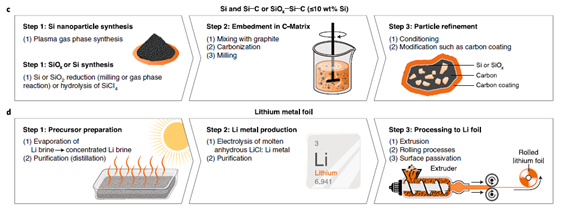
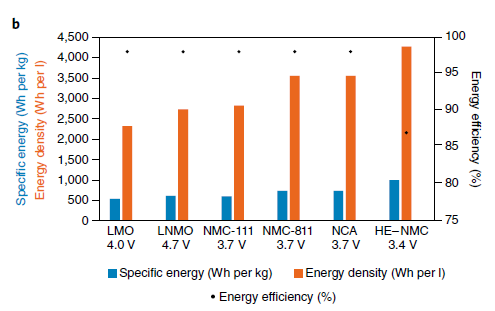
图4 正负电极材料的容量密度和容量效率
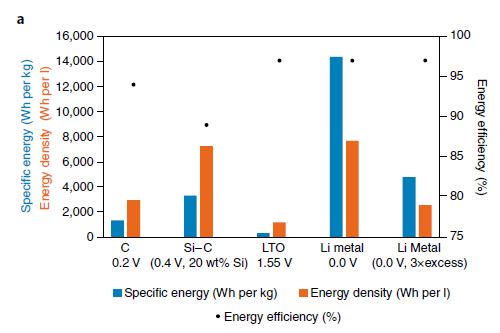
(a)负极材料;
(b)正极材料.
与电化学不活跃的Mn4+和Co3+/4+氧化还原的单电子过程相比,镍在NMC类型的氧化物中提供了一个双电子氧化还原过程(Ni2+/4+)。一般来说,较高的Ni含量意味着更高的容量,所以一种广泛应用的方法是使Ni的含量最大化,从而最大限度地利用NMC正极的能量(图3b)。在这中方法下,NMC-111(LiNi1/3Co1/3Mn1/3O2)的具体容量可以从NMC-811(Ni0.8Co0.1Mn0.1O2)的160 mAhg-1增加到200 mAhg-1,且几乎没有改变的氧化还原电位。然而,NMC-811或NCA(Ni0.8Co0.15Al0.05O2)等含镍丰富的层状正极,周期寿命较短,热稳定性较低,因此安全性较低。尽管如此,目前仍在开发镍含量超过80%的层状氧化物正极。比较NCA和NMC-811,它提供了非常相似的实际能量,NCA显示了在能量保留方面的优势,过渡金属溶解(无Mn)和功率的较小趋势,而NMC-811显示了更有利于热稳定性的特性(更不活跃的Mn)。镍-富正极对电池电解质表现出较高的反应性,这可能需要在合成、电极处理和电池充放电过程中采取额外的措施。除了对元素成分的优化外,材料涂层和适当的电解质配方的选择是这些正极材料的主要考虑因素。在保持循环生命和安全的同时,建立了一种有前景的方法来提高层状氧化物的能量密度,并建立了一个具有镍-富核心和富氧壳的球形NMC粒子的合成方法。虽然粒子核心提供了高容量,但富含Mn的外壳与电解液相比具有更强的稳定性。自2005年首次报告以来,这一概念一直在以全浓度梯度NMC(FCG-NMC)粒子进行优化,其中镍含量大于80%,因此,具体的容量超过220 mAhg-1。尽管镍含量高,但FCG-NMC的容量保留率超过了NCA,在材料层面上,最大的理论能量含量大约为1 kWh kg-1和5 kWh kg-1,这可能标志着插层正极材料的最终物理化学极限。富锂氧化物(LMR-NMC)它提供的比能量高达300 mAhg-1,比传统的NMC放电电压略低。LMR-NMC正极的高锰含量比传统的NMC具有显著的成本优势,但也存在从层状结构到尖晶石结构的转换的问题,这种结构的转换会导致电压和容量衰减,这是其存在的最关键的性能问题。LMR-NMC的另外一个缺点在于其较低的晶体密度、缓慢的动力学和由阴离子氧化还原反应引起的电压滞后。
【隔膜和电解质】
商用LIBs的电解质是六氟磷酸锂(LiPF6)作为有机碳酸盐电解质溶液中的导电盐,盐的浓度一般在0.8-1.5 mol/L的范围内,才能达到最大的离子传导率。为了保证LIBs的性能,会添加电解质添加剂,添加的浓度一般小于5%,从而使电解质的体积保持不改变。最常用的碳酸盐是碳酸乙烯(EC),EC是通过乙烯催化氧化产生的,产生乙烯氧化物,在阴离子交换树脂催化剂的存在下与二氧化碳发生反应(图5a)。碳酸二甲酯(DMC)的生产是基于甲烷-66的氧化羰基化,DMC在酯化反应中与乙醇反应生成二乙基碳酸酯(DEC),这两个线性有机碳化合物DMC和DEC在催化剂的作用下,发生歧化反应,形成乙基碳酸甲酯(EMC)。有机碳酸盐的合成路径如图中的C1或C2路线(图5a),其除了在电化学应用中相对较小的用途外,还被应用于工业清洁剂、化妆品、油漆脱色剂和润滑剂,以及塑化剂和生产聚碳酸酯的中间体。相比之下,锂盐是一种较好的化学物质,只用于电化学(和化学)应用。锂盐主要是LiPF6,是造成碳基电解质成本的主要因素。在无水氟化氢(AHF)中,对氟化锂和五氯化磷反应生成了LiPF6,PF5在原位生成,LiPF6进一步纯化,并附加AHF上(图5b)。因此,在不同的纯度等级中,LiPF6的工业等级99.0%到99.99%,根据纯度和成分的不同,以碳为基础的电解质价格大约在7-20 US$ kg–1。
LIB液态有机电解质中需要一个多孔膜作为隔膜,放置在负极和正极之间,以防止短路。在2016年,LIB的隔膜年需求量增加到大约1.3*109平方米。目前有四种基本的隔膜类型:(1)微孔膜;(2)无纺布垫;(3)陶瓷涂层隔膜和(4)固体无机、聚合物或混合电解质,后者将电解液和隔膜的功能合二为一。大多数微孔隔膜都是单层或多层聚烯烃(PO:聚丙烯,聚乙烯)。单层隔膜或者在干燥过程中产生(图5 c),从熔体挤压、退火和拉伸(单轴或双轴)开始,或者在湿法过程中产生,从聚合物溶液中挤出、溶剂萃取和拉伸开始,生产成本通常低于0.6 US$ m–2。无纺布垫是铅酸电池的选择器,但经常用于与LIB相关的研究,传统的制造工艺,如熔体,会导致大的孔隙,不适合实际的LIBs。因此,这样的隔膜是通过电纺或附加的涂层产生的,其生产成本超过了PO隔膜成本的两倍甚至更多。尽管隔膜是多层结构,但其的厚度为20 μm或更低,使具有高的体积能量和功率密度。微孔膜和无纺布垫也会涂上一层陶瓷,例如,Al2O3,增加的额外成本为0.3 US$ m–2。陶瓷涂层支持更高的温度耐受力,也支持安全,这更加适应汽车工业的大型电池越来越严格的要求。此外,陶瓷颗粒还能提高隔膜的润湿性。通常那些含有陶瓷颗粒的隔膜可以吸收循环过程中产生的HF,从而获得更长的循环寿命。
图5 隔膜和电解质的生产过程
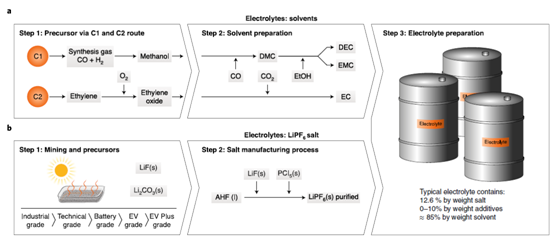
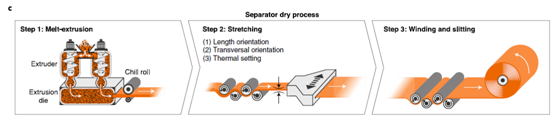
(a)电解质溶液的工业合成示意图;
(b)电解质盐:LiPF6盐的工业合成示意图;
(c)隔膜的工业合成示意图.
传统液态电解质存在不安全的因素,而固体电解质能很好的解决这个问题,正吸引着越来越多的兴趣。固体电解质可分为两大类:固态聚合物电解质(SPEs)和无机固体电解质,或晶体、玻璃或玻璃陶瓷结构。基于聚(氧化乙烯)(PEO)的SPEs和锂金属负极和LFP正极组成的电池已经在共享汽车中得到了应用。由于SPEs的室温导热性差,电池组的运行温度为60-80℃,这降低了电池组的使用范围。此外,PEO的氧化稳定性较低,使电池正极电极材料限制在4V以下工作。一些无机固体电解质比传统的液态电解质具有更高的室温传导率,但往往具有较小的电化学稳定性窗口。目前主要的挑战是要使固体活性物质/固体电解质界面保持一致,从而在循环过程中保持界面反应,特别是在运行时当形状发生改变和插入的电极材料不断膨胀和收缩。无机固体电解质仅在以锂磷氧氮化物(LIPON)为基础的薄膜电池中使用,但是高成本阻碍了这些薄膜电池的更广泛的市场渗透。以现在液态电解质和隔膜的成本作为参照,固态电解质的成本处于劣势,没有足够的空间来减少固体电解质的材料加工成本,其发展仍处于早期阶段,这在很大程度上取决于重大的技术突破。
【电动汽车上的电池】
最近几年,电动汽车的容量在不断的增加,已经可以实现300km的里程。由于市场的推动,在LIBS的研究上的大量投入,其能量增速很大,目前圆柱形18650型电池的能量密度可以到(约250 Wkg-1和670 Wkg-1)。在电动汽车的应用上,设计出了不同形状的电池结构,如棱柱形、圆柱形或袋状,被用在特定场合下。大多数的EV电池是基于石墨负极,而最近的研究是在负极上添加少量硅。如果硅可以成功添加在负极上,不仅不会缩短循环寿命,而且能够进一步提高能量密度。目前,NCA、NMC-532和NMC-622可以被认为是最先进的正极材料,主要是由于其较低的体积膨胀。磷酸铁锂(LFP)正极材料已经被广泛应用在电动汽车上,目前应用的规模是最大的,这是由于LFP的很好的稳定性,具有较好循环寿命和倍率性能,如公共汽车和卡车已经广泛使用。
图6 不同电池的能量密度和比能示意图
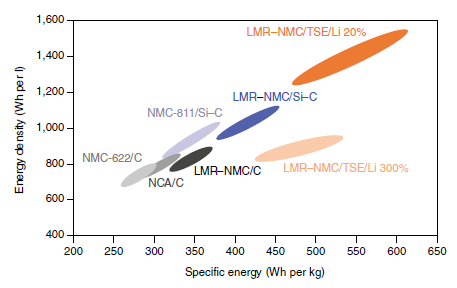
图中分别用灰色、蓝色和橙色代表碳、硅和锂的化学成分,不同的椭圆形状是基于电池不同正极厚度来计算的,范围从50μm(对应于低能量含量)到150μm(对应于较高的能量含量),其能量的计算是基于一种扩散板能量计算工具,物理属性(如材料密度、电极孔隙率,电极薄膜厚度和电极组成)和电化学性能(如实际的放电电位和氧化还原电位)作为输入参数。C,石墨;硅碳复合材料(20%);NMC LiNi1-x-yCoxMnyO2;NCA,LiNi0.8Co0.15Al0.05O2;LMR-NMC,富锂和富锰的NMC;TSE;硫代磷酸盐基固体电解质(如Li7P3S11);锂金属(含20%或300%以上)。从图中可以看出不同类型电池椭圆形状的变化趋势,可以看出利用较厚或密度较大的电极是一种增加能量密度和比能量合适的策略。目前,高性能电池中涂层厚度约为65~80μm,可以使用高容量负极和正极材料,即Si和LMR – NMC或NMC-811等进一步提高能量密度和比能量。为保证电池的安全性,采用固态电解质的锂金属电池表现出一定的前景。锂金属电池的能量也会受到锂金属含量的强烈影响,过量的锂金属(图6)变化可能在20~300%之间。
图7 不同电池的成本估计示意图
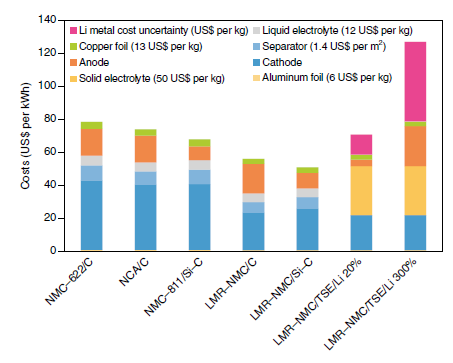
图中计算结果是基于三个条件:正电极的厚度为65μm,负电极和正电极的比容量为1.10,生产废料的比例为5%。使用材料的孔隙度分别为:石墨和正电极(30%),Si-C复合电极(50%;20 wt%的硅),隔膜(39%),固体电解质和锂金属负极(0%)。材料成本分别为:C、石墨(19 US$ kg–1);硅碳复合材料(20 wt%的硅;25 US$ kg–1);NMC(LiNi1-x-yCoxMnyO2;NMC-622:25 US$ kg–1;NMC-811:24 US$ kg–1);NCA,LiNi0.8Co0.15Al0.05O2(26 US$ kg–1);LMR-NMC,锂或富锰过渡金属氧化物(20 US$ kg–1);TSE,硫代磷酸盐基的固体电解质(如Li7P3S11)(50 US$ kg–1)。金属锂:薄箔,20μm,20%的额外锂成本(250-1000 US$ kg–1;250 US$ kg–1表示负极成本,外加300%的成本不确定性);厚的锂箔,200μm,300%的额外锂成本(100-300 US$ kg–1;100 US$ kg–1表示负极成本,外加200%的成本不确定性)。计算没有考虑加工和间接费用,只考虑了负极、正极、电解液和分隔膜。与LIB相比,固态锂金属电池的成本估计要高得多,这主要是由于锂金属的高成本(20μm厚的成本是250-1000 US$ kg–1或200μm厚的成本是100-300 US$ kg–1)。在使用较厚的锂金属箔片时,理论上可以省略铜集流体,这样就可以节省大约2US$ kg–1的边际成本,锂金属的高成本也使得Li-S和Li-O2的总体成本要高的多。锂金属箔的成本在很大程度上取决于目标厚度和加工工艺,如挤压、轧制、甚至蒸汽沉积或蒸发,所以图7中所示的Li金属价格会出现不确定的情况。通常固态电解质的成本大约为50 US$ kg–1,在实际使用中必须对ASSBs进行安全性验证。
近年来,电动汽车电池组的成本一直在下降,LIB电池组的价格已经降到了300 US$ kWh–1,预计还会进一步下降。为了能与内燃机汽车进行市场竞争,电池组的成本需要降到120-150 US$ kWh–1。通过对大型工业厂房的电池生产进行升级和自动化,部分实现了成本节约,不过大型电池厂的巨额投资使得新公司进入市场非常困难。此外,与老牌制造商的成本竞争也很难实现,传统汽车制造商目前不太可能致力于电池生产,而初创企业、合资企业或汽车零部件供应商则更有可能这样做。除了规模经济之外,还可以通过改变电池类型来实现进一步的成本节约,例如,通过将柱状电池的规格从18650变到21700,从而使活性:非活性物质体积比增加。电动汽车电池组主要成本的降低与生产和生产的改进有关,如提高产量和生产率,以及降低每千瓦时的材料成本。此外,生产更多的材料将导致单位成本降低。不过在低成本水平上,特别是钴、镍、锂和铜的原材料成本方面,存在各种风险。2017年10月,铜价升至三年来的最高水平。在电池的水平上,铜的价格并不重要,因为只需要少量的铜需要作为集流体,但是在电动汽车的电池硬件、配线系统组件以及快速充电的基础设施方面,铜被视为一种战略材料,这意味着铜的回收利用是一项战略要求,并推广使用有限的铜的生态设计产品。在各种研究中,对LIB原材料的供应风险进行了评价,指出在材料储量和供应可靠性方面,风险最高的原材料包括钴和锂。汽车电池的快速充电能力已经引起了人们的关注,因为这一因素对消费者的来说至关重要。汽车制造商的目标是要在5-20分钟内达到80%的充电状态(SOC),为了达到这个目标,电池和电池组必须进行专门的设计来满足苛刻的充电要求,可能需要以牺牲能量密度为代价,例如在正极中使用更高容量的LMO,或者通过额外的电池冷却系统。此外,还必须考虑到容量衰减的风险,以及更严重的安全问题,这限制了电动汽车的实际应用,为解决这些问题,成本自然也就上涨了,和内燃机汽车的竞争力就大大下降了。
【小结与展望】
目前,电动汽车的电池组容量最高只达140 Wh/kg和200 Wh/L,而预期大约需要235 Wh/kg和500 Wh/l的容量才能达到500公里的里程,距离这个目标还很遥远。现在正在做的研究工作主要是对电池材料进行修饰,比如在负极上增加硅含量,在正极材料中增加Ni含量等。同时在保持足够电池容量的同时,也要实现电动汽车的快速充电(20 min内达到80% SOC),这对用户来说至关重要。为了能与内燃机汽车(ICEVs)市场竞争,电动汽车的电池组的成本需要降到125 US$ kWh–1,当然由于更严格的二氧化碳和氮氧化物排放规定,ICEVs的价格可能会变得越来越昂贵,这会是电动汽车发展的一个优势。目前,电动汽车的电池成本在电池单元和电池组层面上分别为100-170 US$ kWh–1和220-250 US$ kWh–1。预计要到2022-2025年的时候,电池组的成本可能能达到125 US$ kWh–1,同时更大的市场规模和更高程度的生产自动化是降低成本的驱动因素。LIBs在容量和成本方面有望在未来能有进一步的提高和降低,同时也希望未来能够发展新的电池机理,能够提供更高的电池容量。
未来10年,LIBs在汽车上的应用仍将占主导地位,考虑到汽车工业的长期发展周期,LIB技术不太可能会被任何“下一代”技术所取代,比如锂基电池(ASSBs、Li-S、Li-O2)或Na基电池和Mg基电池等。同时,目前在全球范围内已大规模投资生产LIBs,新兴电池技术的成本竞争将会变得越来越困难。就现在的角度来看,下一代汽车电池应该是目前LIBs的改进版本。
【文献信息】
Performance and cost of materials for lithium-based rechargeable automotive batteries(Nature Energy,2018,DOI: 10.1038/s41560-018-0107-2)
供稿|深圳市清新电源研究院
部门|媒体信息中心科技情报部
撰稿人|奇哥
主编|张哲旭
本站非明确注明的内容,皆来自转载,本文观点不代表清新电源立场。